

Right at the end of our Sri Lanka travels we got wind that there might be a possibility to look around a kite factory. We were both eager to grab this opportunity and learn a little about how kite production happens and share it with you.
After a few emails with Tanja Rosenkranz from Zian Kiteboarding she had kindly arranged our tour of the Zian Kite factory, in Negombo, Sri Lanka.
We were both felt like we’d found golden tickets to Willie Wonka’s chocolate factory.
A few days later we met Tanja who’d only just arrived in Sri Lanka and she gave us a bit of a background of the company and their kite range before showing us around.

Tanja Rosenkranz, Product Management and Design, explained how the production planning starts up to 6 months in advance, working out how much dacron, ripstop for canopy material and bladder material will be needed and delivered by a certain date. The inside of the factory followed a flow process, starting with the outlines for canopy materials, running through to detailed sewing sections, to bladder insertion and final checking.
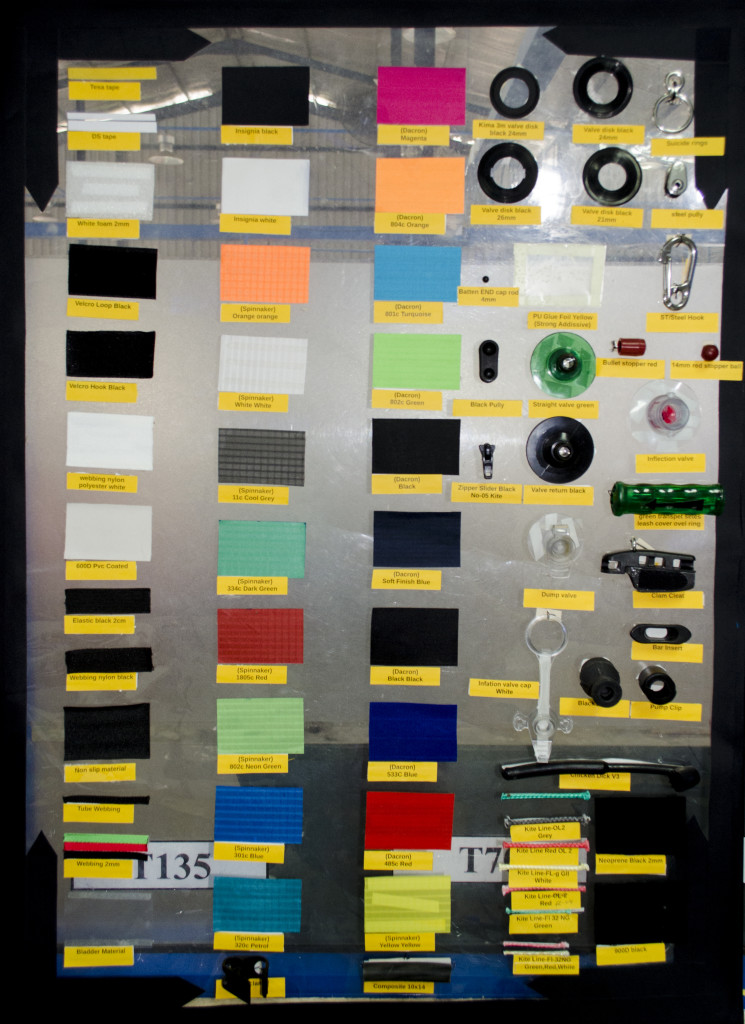
Jonny was flabbergasted by the shear quantities of ripstop polyester and Dacron stored beneath the benches and endless rolls of Dyneema line stacked in the Bar making section. Apparently fifty different parts are used per kite.

Outlines for the canopy material are marked and then hand cut using templates, before very being accurately taped together. Tolerances are extremely tight to ensure correct flight. Next stages include sewing the leading edge (LE) sections together, and stitching reinforcement patches to the LE. Sounds simple enough, but then Tanja explained how the patches had to be pre-stretched, then sewn to the LE. Jonny was wide eyed and soaking in as much information as possible. He loves repairing kites and often has to figure out how a kite is held together but in reverse. It was great for us to finally see one being made from scratch.

Next on the production line were employees sewing extra details to the LE, the inflate and deflate holes and strut sections. Taping and stitching the leading edge seam is one of the most critical moments in the production of the kite. Tanja explained how quality control allowed the material to be only sewn twice. Any further errors would stretch or damage the fabric, causing the kite to be destroyed but this was very rare, as the employees worked to a very high standard. We did see some interesting lanterns and curtains made from kite material so these could have been ‘recycled’ or more likely made from offcuts!

Once the canopy is taped and sewn together it is taken to the graphics section, where the canopy is carefully aligned over a stencil, then the silk screen is aligned above before printing takes place.



Bars are also produced at the factory, their dyneema lines are imported from Austria. We’ve encountered line stretch and shrinkage in the past, so it was reassuring to see lines were being pre-stretched and checked, although Tanja confirmed that this was also a fine balance! Too much and the steering lines may shrink back. Too little and the power lines are likely to stretch. Once again precision work is required.

Bladder production and valve attachment was unfortunately not happening whilst we were there but Cathy was still keen to try and glean as many tips as possible regarding bladder insertion.

At the end of the factory production line was a quality control check. Kites were inflated and left for 24 hours before being reviewed for balance . There is a small tolerance for errors in the manufacturing process as an unbalanced kite will not fly as designed.
The end result was a pile of brightly coloured kites waiting to be shipped to their new owners.
Build quality looked really good and solid too.
I spoke with Siril the production manager who told me he had many years of experience in the kite industry having worked at other kite factories prior to the Zian factory. He also expressed how keen he is to learn how to kite himself and apparently plans are in place for some of the employees to learn later this year.
Zian’s Kite Range
Kima II is Zian’s wave/school kite offering which Keira from Kite House Café had used on his 300km downwinder from Puttalam to Jaffna. We’d both seen it in action but not flown it.
Aquila II which is a freeride kite aimed at bigger air and oldschool riders.
Hantuu II this is a kite more suited to freestyle and wakestyle riders. Jonny had already flown and enjoyed a Zian Hantuu II 9m and we’d both seen the same kite being flown in the talented local hands of Mawfeer Khan. Mawfeer never fails to put on a show at Kappalady Lagoon, so there is no doubt to the kites capabilities.
With thanks to Tanja Rosenkranz and Zian Kiteboarding
